
(1) Allereerst betekent het blinde streven naar een hoge productie dat de machine slechts één prestatie levert en een slechte aanpasbaarheid heeft, en dat dit zelfs leidt tot een afname van de productkwaliteit en een toename van het risico op defecten. Zodra de markt verandert, kan de machine alleen nog tegen een lage prijs worden aangeboden.
Waarom is het vaak onmogelijk om zowel output, prestatie als kwaliteit te hebben? We weten allemaal dat er twee manieren zijn om de productie te verhogen: een hogere snelheid en een groter aantal feeders. Het lijkt natuurlijk het gemakkelijkst om het aantal feeders te verhogen.
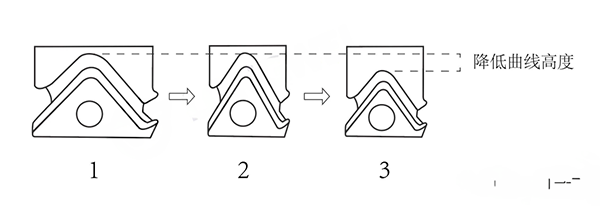
Maar wat gebeurt er als het aantal voederbakken toeneemt? Zoals te zien is op de volgende afbeelding:
Nadat het aantal voederbakken is toegenomen,de breedte van de nokDe bocht versmalt en wordt steil. Als de bocht te steil is, zullen de naalden ernstige slijtage veroorzaken, dus moet de hoogte van de bocht worden verlaagd om de bocht vloeiender te maken.
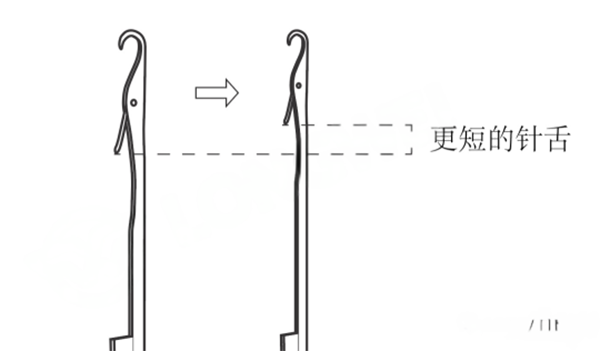
Nadat de curve is verlaagd,de hoogte van de naaldAls de afstand kleiner wordt, kan de spoel van de breinaald met lange naaldvergrendeling niet volledig terugtrekken, waardoor de machine alleen de breinaald met korte naaldvergrendeling kan gebruiken.
Desondanks is de ruimte die kan worden verkleind beperkt. Daarom is de bocht van de hoge-aanvoermachine altijd relatief steil. Dit betekent dat de slijtage van de steken ook sneller zal verlopen.
De naald met korte naaldvergrendeling wordt lastiger te bedienen bij het produceren van katoengaren en het toevoegen van lycra.
Door de smalle bocht en de beperkte ruimte van de gaasmond is het voor de machine lastiger om de tijdpositie nauwkeurig af te stellen. Verschillende factoren leiden ertoe dat de machine slechts eenmalig gebruikt kan worden bij een groot aantal invoerapparaten en dat de aanpasbaarheid beperkt is.
(2) Een groot aantal voederdieren en een hoge productie leiden niet tot hoge winsten.
Hoe groter het aantal invoerbuizen, hoe groter de weerstand van de machine en hoe hoger het energieverbruik. Iedereen begrijpt de wet van behoud van energie.
Hoe hoger het aantal aanvoerpunten, hoe vaker de machine in dezelfde cirkel draait, hoe vaker de naaldvergrendeling open en dicht gaat, hoe hoger de frequentie en hoe korter de levensduur van de naald. Dit is tevens een test voor de kwaliteit van de breinaalden.
Hoe vaker de naald open en dicht gaat, hoe groter de kans op instabiele factoren op het stofoppervlak en hoe hoger het risico.
Bijvoorbeeld: machines met 96 invoerpunten doorlopen een cyclus van het openen en sluiten van de naaldvergrendeling 96 keer, 15 omwentelingen per minuut, gedurende 24 uur: 96 * 15 * 60 * 24 = 2.073.600 keer.
De machine met 158 aanvoersystemen voert een cyclus uit waarbij de naaldvergrendeling 158 keer opent en sluit, 15 omwentelingen per minuut, gedurende 24 uur: 158 * 15 * 60 * 24 = 3412800 keer.
Daardoor wordt de gebruiksduur van breinaalden jaar na jaar korter.
(3) Op dezelfde manier zijn de weerstand en wrijving vande cilinderzijn ook groter, en de vouwsnelheid van de hele machine is ook hoger.
In dit geval, als de verwerkingskosten worden berekend op basis van tijd of rotatie, moeten er overeenkomstige meervoudige verwerkingskosten in rekening worden gebracht om deze verliezen te compenseren. Sterker nog, als het geen zeer urgente bestelling betreft, kunnen de verwerkingskosten vaak niet eens de prijs bereiken die gelijk is aan het aantal feeders.
De werkelijke hoge opbrengst die nagestreefd moet worden, komt voort uit een hogere nauwkeurigheid en precisie van de machine en een doordachter ontwerp. Zorg voor een energiezuinigere machine tijdens het gebruik, stabielere en betrouwbaardere prestaties en minder slijtage en wrijving om de levensduur van de breinaald te verlengen. Dit resulteert in een betere stofkwaliteit en minder onnodige verliezen.
Geplaatst op: 19 januari 2024